Die Schrittmotoren hatten teilweise noch Schrittverlust,wurden zu warm, und und und...
Auch die richtige Frässtrategie gilt es noch herauszufinden...
Ein steiniger Weg, doch es geht voran... ;-)
Hier nun die ersten G-Code Tests auf dem Drehdings…
Die Schrittmotoren hatten teilweise noch Schrittverlust,wurden zu warm, und und und…
Auch die richtige Frässtrategie gilt es noch herauszufinden…
Ein steiniger Weg, doch es geht voran…..
Hier nun die ersten G-Code Tests auf dem Drehdings…
Die Schrittmotoren hatten teilweise noch Schrittverlust,wurden zu warm, und und und…
Auch die richtige Frässtrategie gilt es noch herauszufinden…
Ein steiniger Weg, doch es geht voran…..
Hier nun die ersten G-Code Tests auf dem Drehdings…
Die Schrittmotoren hatten teilweise noch Schrittverlust,wurden zu warm, und und und…
Auch die richtige Frässtrategie gilt es noch herauszufinden…
Ein steiniger Weg, doch es geht voran… 😉
20130123_082400, a photo by ingmar ahrens on Flickr.
Da mir das Fräsergebnis bei stehender Rotationsachse besser erschien, versuchte ich die Drehachse mittels Schrittmotoren um einen definierten Winkel nachzustellen.
Dafür fräste ich diese Adapter-P…

20130123_082400, a photo by ingmar ahrens on Flickr.
Da mir das Fräsergebnis bei stehender Rotationsachse besser erschien, versuchte ich die Drehachse mittels Schrittmotoren um einen definierten Winkel nachzustellen.
Dafür fräste ich diese Adapter-P…
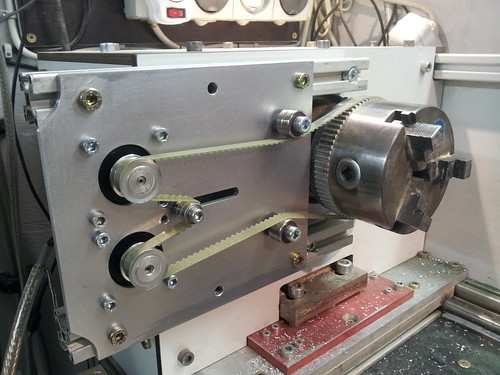
Da mir das Fräsergebnis bei stehender Rotationsachse besser erschien, versuchte ich die Drehachse mittels Schrittmotoren um einen definierten Winkel nachzustellen.
Dafür fräste ich diese Adapter-Platte und baute das Ganze an den Spindelstock.
20130105_151126.jpg, a photo by ingmar ahrens on Flickr.
Nach einiger Zeit des Wartens kam endlich die selbst importierte Fräsaufnahme aus China an…
Um die Fräser und die vorhandenen Spannzangen weiter nutzen zu können, wählte ich eine ER11 Vari…
20130105_151126.jpg, a photo by ingmar ahrens on Flickr.
Nach einiger Zeit des Wartens kam endlich die selbst importierte Fräsaufnahme aus China an…
Um die Fräser und die vorhandenen Spannzangen weiter nutzen zu können, wählte ich eine ER11 Vari…
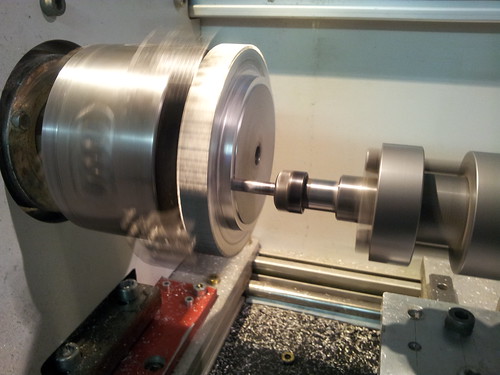
Nach einiger Zeit des Wartens kam endlich die selbst importierte Fräsaufnahme aus China an…
Um die Fräser und die vorhandenen Spannzangen weiter nutzen zu können, wählte ich eine ER11 Variante.
Gekürzt auf ein moderates Maß, wurde das Teil mittles Wellenspansatzes an der Perske Spindel befestigt…. Der Rundlauf wird wohl eher bescheiden sein,aber naja…. es ging mal wieder voran.
Hier nun die ersten G-Code Tests auf dem Drehdings…
Die Schrittmotoren hatten teilweise noch Schrittverlust,wurden zu warm, und und und…
Auch die richtige Frässtrategie gilt es noch herauszufinden…
Ein steiniger Weg, doch es geht voran… 😉